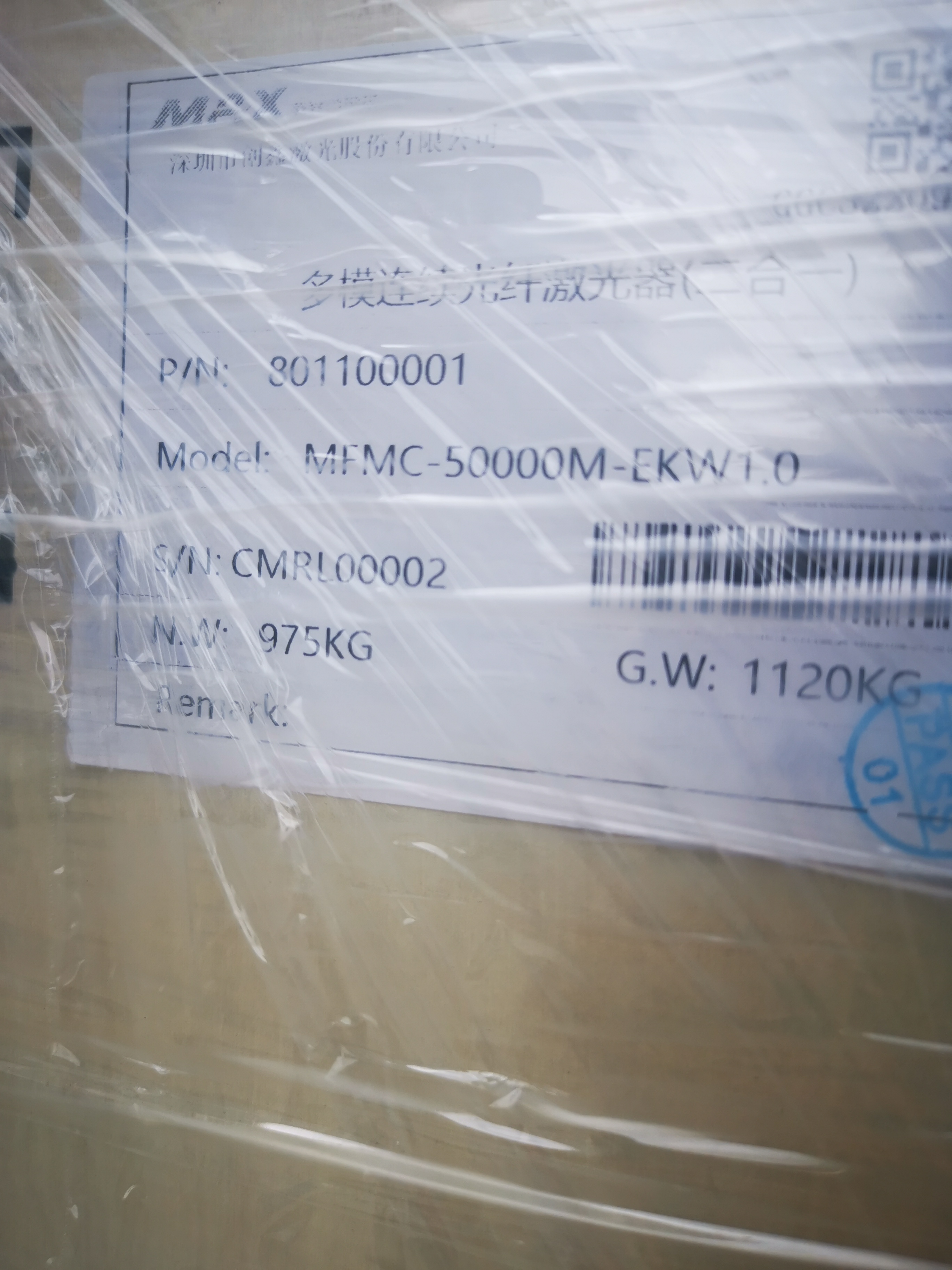
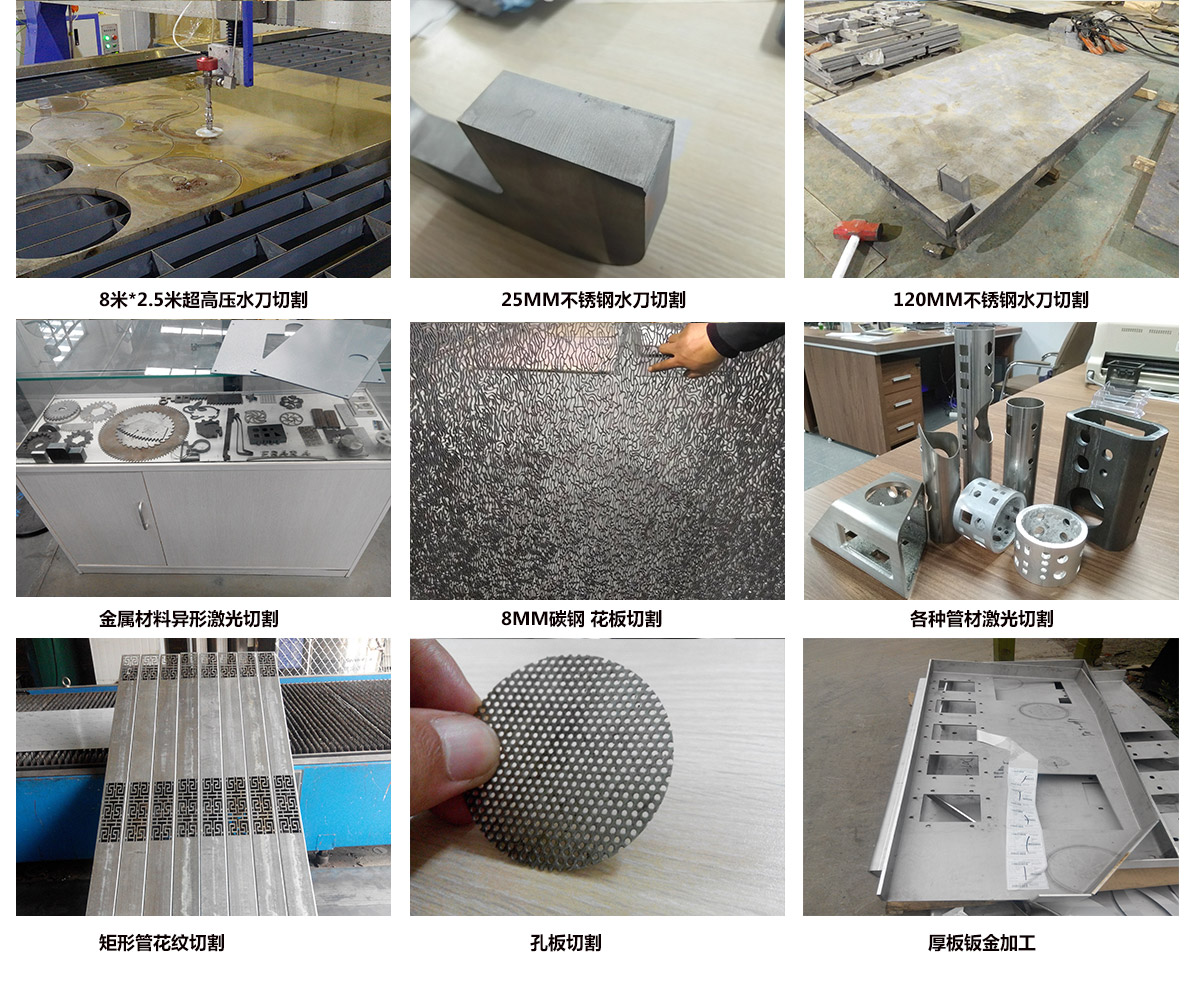
50000瓦激光落地无锡义祥不锈钢有限公司
50000瓦激光落地无锡义祥不锈钢有限公司。加工台面2600*12500 加工厚度1-200mm
无锡义祥不锈钢有限公司 主要经营各种材质不锈钢及碳钢的零割销 售和切割加工。主要材质201、304、30408、304L、321、316L、31603、310S、2205、Q235材料。材料厚度1-80mm 常备库存。欢迎广大新老用户来电咨询:15961878791 杜经理。












微信扫一扫关注无锡义祥激光加工公众号或许更多相关信息
1、金属激光切割机穿孔手艺
热切割手艺,除少数情况可以从板边缘开始外,一般都在板上穿一个小孔。之前在激光冲压复合机上是用冲头先冲出一个孔,然后再用激光从小孔处开始进行切割。对于没有冲压装置的激光切割机有两种穿孔的基本方法:
爆破穿孔——材料经连续激光的照射后在中 心形成一个凹坑,然后由与激光束同轴的氧流很快将熔融材料扔掉形成一个孔。一般孔的大小与板厚有关,爆破穿孔平均直径为板厚的一半,因此对较厚的板爆破穿孔孔径较大,且不圆,不宜在加工精度要求较高的件上使用,只能用于废料上。此外由于穿孔所用的氧气压力与切割时相同,飞溅较大。
脉冲穿孔——采用高峰值功率的脉冲激光使少量材料熔化或汽化,常用空气或氮气作为常用气体,以减少因放热氧化使孔扩展,气体压力较切割时的氧气压力小。每个脉冲激光只产生小的微粒喷 射,逐步深 入,因此厚板穿孔时间需要几秒钟。一旦穿孔完成,气体换成氧气进行切割。这样穿孔直径较小,其穿孔于爆破穿孔。为此所使用的激光器不但应具有较高的输出功率;重要的是光束的时间和空间特性,因此一般横流CO2激光器不能适应激光切割的要求。此外脉冲穿孔还须要有较气路控制系统,以实现气体种类、气体压力的切换及穿孔时间的控制。
2、金属激光切割机加工小孔变形情况的分析
这是因为机床(只针对大功率激光切割机)在加工小孔时不是采取爆破穿孔的方式,而是用脉冲穿孔(软穿刺)的方式,这使得激光能量在一个很小的区域过于集中,将非加工区域也烧焦,造成孔的变形,影响加工质量。这时我们应在加工程序中将脉冲穿孔(软穿刺)方式改为爆破穿孔(普通穿刺)方式,加以解决。而对于较小功率的激光切割机则恰好相反,在小孔加工时应采取脉冲穿孔的方式才能取得较好的表面光洁度。
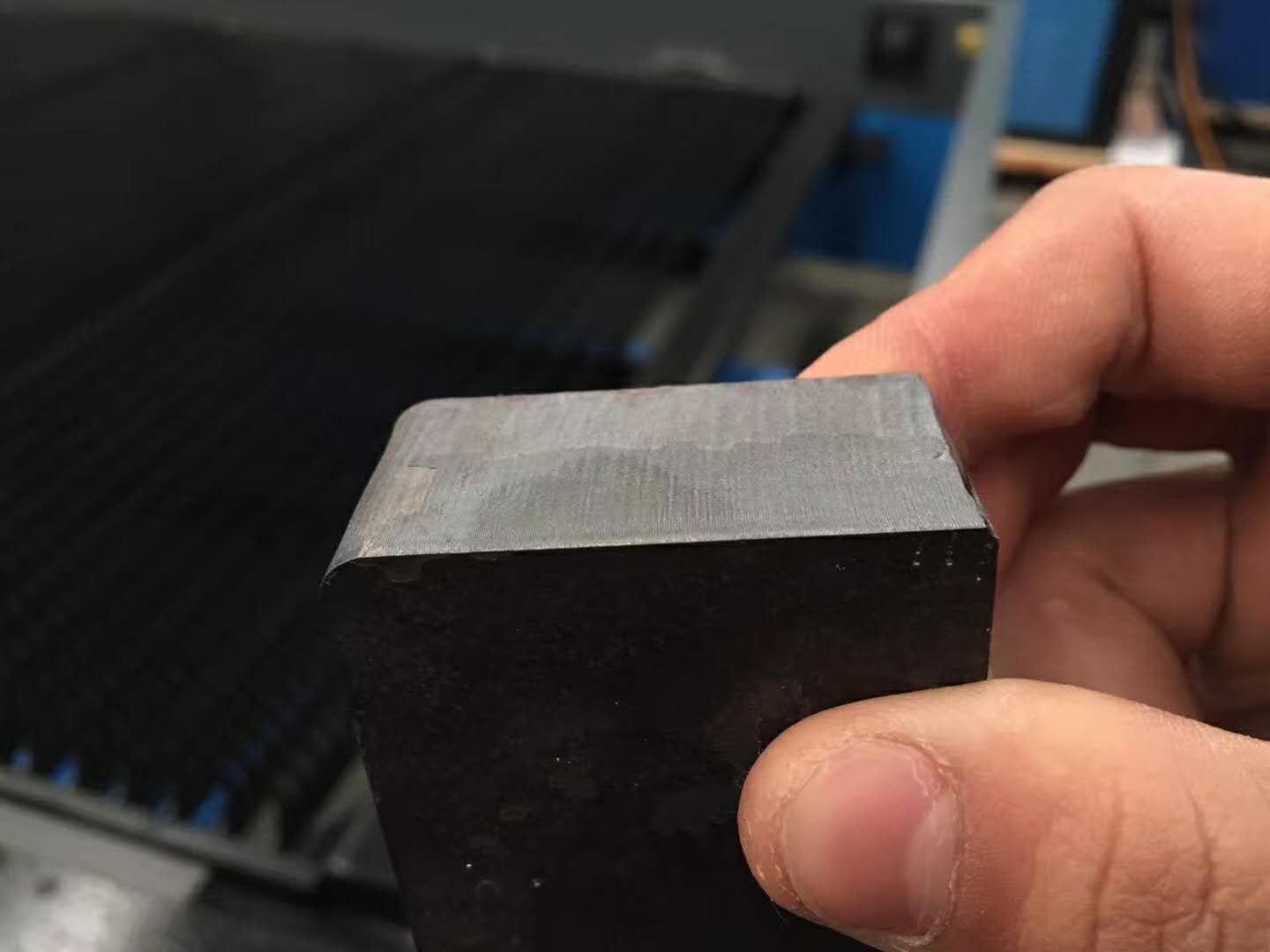
3、金属激光切割机在切割低碳钢时,工件出现毛刺的解决方法
工作和设计原理,分析得出以下几点原因是造成加工件产生毛刺的主要原因:激光焦点的上下位置不正确,需要做焦点位置测试,根据焦点的偏移量进行调整;激光的输出功率不够,需要检查激光发生器的工作是否正常,如果正常,则观察激光控制按钮的输出数值是否正确,加以调整;切割的线速度太慢,需要在操作控制时增加线速度;切割气体的纯度不够,需要提供高质量的切割工作气体;激光焦点偏移,需要做焦点位置测试,根据焦点的偏移量进行调整;机床运行时间过长出现的不稳定性,此时需要关机重新启动。
4、金属激光切割机加工不锈钢和铝板时,工件有毛刺产生的分析
以上情况的出现,考虑切割低碳钢时出现毛刺的因素,但不可简单地加快切割速度,因为增加速度有时会出现板材切割不透的情况,此种情况在加工敷铝锌板。这时应综合考虑机床的其他因素加以解决,如喷嘴是否要换,导轨运动不稳定等。
5、激光未切割透状态的分析
分析后可以发现下面的几种情况是产生加工不稳定的主要情况:激光头喷嘴的选择与加工板厚不匹配;激光切割线速度过快,需要操作控制减小线速度;喷嘴感应不准导至激光焦点位置误差过大,需重新检测喷嘴感应数据,是在切割铝材时容易出现。
6、金属激光切割机切割低碳钢时出现非正常火花的解决方法
这种情况会影响的切割断面光洁度加工质量。此时在其他参数都正常的情况下,应考虑以下情况:激光头喷嘴N O ZZEL的损耗,应及时换喷嘴。在无新喷嘴换的情况下,应加 大切割工作气体压力;喷嘴与激光头连接处螺纹松动。此时应暂停切割,检查激光头连接状态,重新上 好螺纹。
无锡义祥光纤激光切割机凭借其精度高、切缝小、切面光滑、可切割任意图形等特点被普遍应用于金属加工行业,在装饰工程行业也不例外,下面我们就来看看不光纤激光切割机在装饰行业的应用。
光纤激光切割机 切割不锈钢屏风
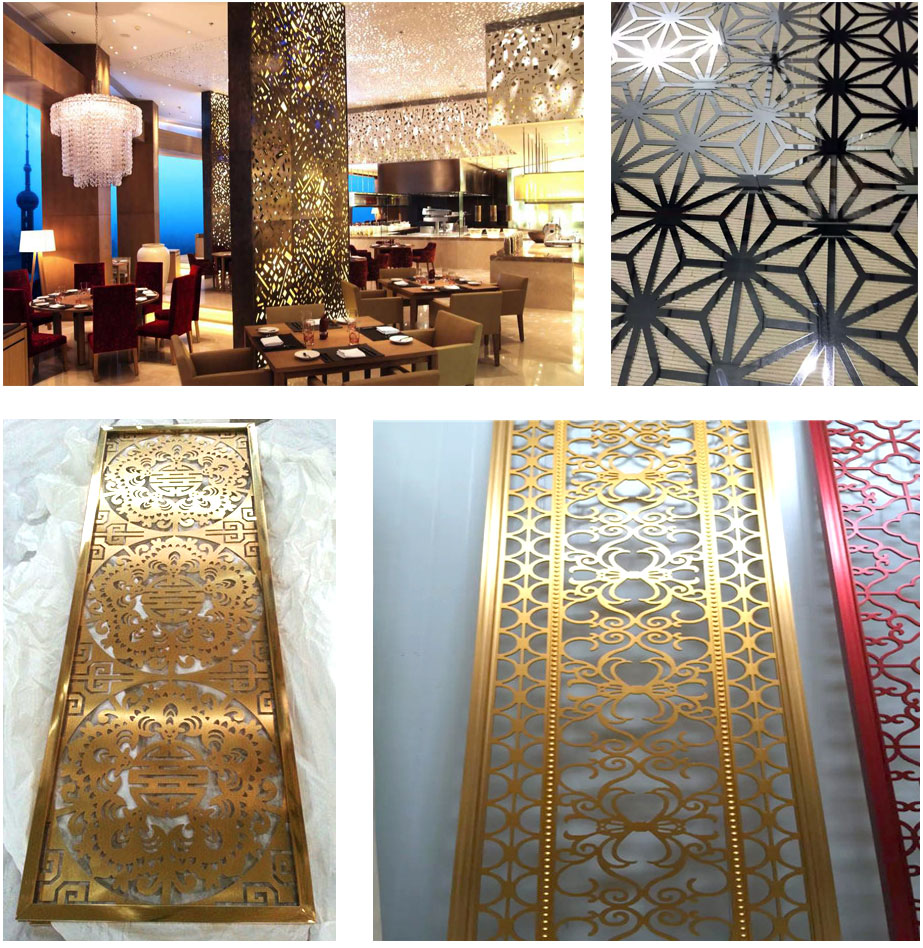
不锈钢因机械性能较高、色泽随光照角度不同会产生色调变幻等特点 ,受装饰工程行业的青睐。比如在一些五星会所、大众公共休闲场所等地方建筑的装修装饰中,用作幕墙、厅堂墙、电梯装饰、招牌广告、前台屏风等装饰物的应用材料。
无锡义祥光纤激光切割机对不锈钢装饰工程行业产生了大大的推动作用。随着市场竞争的日渐猛烈,光纤激光切割机将会发挥越来越重要的作用,并带来大大的经济效益。

无锡义祥不锈钢有限公司因公司发展需要,新增一台15000瓦大功率激光切割设备。不锈钢激光切割加工1mm-50mm 铁板激光切割加工1mm-40mm 铝板激光切割加工1mm-30mm 。设备台面为2250*6100双交换机台。欢迎广大新老用户来点咨询。

 2、钢管重量计算公式公式:(外径-壁厚)×壁厚mm×0.02466×长度...阅读全文
详情
2、钢管重量计算公式公式:(外径-壁厚)×壁厚mm×0.02466×长度...阅读全文
详情







无锡义祥不锈钢有限公司(义祥金属加工)
地址:江苏省无锡市锡山区中元路泰宝不锈钢市场北侧2号门B4-B5
工厂地址:江苏省无锡市北环路泰宝不锈钢市场3号门5130号
*部
联系人:杜经理
手机:15961878791 、15861671933
在线QQ客服:|
技术部:
联系人:张经理
手机:18861839933
QQ:
电话:0510-8363 1719
传真:0510-8550 2155
邮箱:yx@yxjsjg.com
网址:http://www.yxjsjg.com
技术咨询请加微信